
Introduction
A corporate Hawker 800XP sits AOG on the ramp, grounded by a corroded battery receptacle. The MRO shop calls the OEM for a replacement part and hears "180 days, maybe longer." Meanwhile, the operator is bleeding $50,000 to $150,000 per day in lost charter revenue, crew displacement, and customer goodwill. This scenario is no longer rare—it's becoming the norm in business aviation maintenance as supply chain lead times have tripled since 2020, jumping from 45 days to over six months for critical components.
This post covers receptacle failure mechanics in Marathon batteries, what a certified drop-in replacement means from a legal and operational standpoint, and how MRO shops can source and install one without compliance risk.
TLDR:
- Marathon battery receptacles fail from pin fretting, electrolyte corrosion, and thermal stress during high-current starts
- FAA-PMA certified replacements are legally equivalent to OEM parts under 14 CFR Part 21 — no STC or Form 337 required
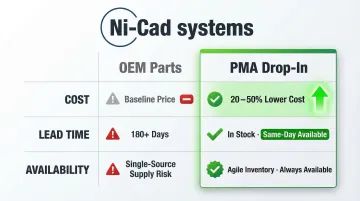
- PMA parts run 20-50% below OEM cost and eliminate the 180-day lead times driving AOG events
- Installation requires only a standard 14 CFR §43.9 maintenance record entry when using an approved replacement
What the Marathon Battery Receptacle Does — and Why It's Mission-Critical
The battery receptacle is the physical and electrical interface between the battery and the aircraft's DC bus. In business jets, this connector must handle extreme loads—the Marathon M3-44-8 battery, for example, delivers 1335 Amps for 15 seconds during engine start. Any degradation in this connection directly affects reliable power delivery during engine start, avionics operation, and emergency scenarios when primary generators fail.
MarathonNorco Aerospace manufactures the industry-standard SuperPower and Micro Maintenance (M3) vented nickel-cadmium batteries. Their batteries are original or common service equipment across dozens of business jet models, including:
- Cessna Citation variants (Citation II 550 and others)
- Hawker 800XP and 1000 series
- Similar corporate turbine platforms
The receptacle is a wear component subject to repeated mating cycles, thermal stress, and environmental exposure — all of which can degrade it independently of the battery cells. A failed receptacle doesn't mean the battery needs scrapping. But any replacement must use an approved part and process, or the battery loses its airworthiness standing.
How Business Jet Battery Receptacles Fail
Mechanical Wear and Pin Fretting
The primary failure mode is mechanical wear from repeated connect/disconnect cycles. Each mating event causes microscopic movement between the contact pins and receptacle housing—a phenomenon called pin fretting. Over time, this reduces the effective contact surface area, increasing electrical resistance.
The MarathonNorco Component Maintenance Manual (CMM 24-34-00) sets strict rejection criteria: contact pins must measure .375 ±.005 inches in diameter. Pins outside this tolerance generate excessive heat during high-amperage starts, which manifests as unexplained low-voltage readings or erratic BATT BUS indications in the cockpit. Pin fretting is rarely visible during a standard visual check — which makes corrosion, the second major failure pathway, equally easy to miss.
Corrosion from Electrolyte Migration
Nickel-cadmium batteries use a caustic potassium hydroxide electrolyte solution. Over time, electrolyte migration can occur through the receptacle body and contact pins, identifiable by discoloration where glass fibers become exposed. This alkaline contamination accelerates corrosion of terminal contacts and housing, often going undetected until a capacity check or service event.
When corrosion is found, AC 43.13-1B mandates neutralizing the area with a 3% solution of acetic acid (vinegar) before washing and drying. Failure to address this contamination properly guarantees repeat failures.
Corrosion from Electrolyte Migration
Nickel-cadmium batteries use a caustic potassium hydroxide electrolyte solution. Over time, electrolyte migration can occur through the receptacle body and contact pins, identifiable by discoloration where glass fibers become exposed. This alkaline contamination accelerates corrosion of terminal contacts and housing, often going undetected until a capacity check or service event.
When corrosion is found, AC 43.13-1B mandates neutralizing the area with a 3% solution of acetic acid (vinegar) before washing and drying. Failure to address this contamination properly guarantees repeat failures.
Thermal Degradation from High-Current Events
During engine start, the receptacle experiences severe thermal cycling. High-current events can cause micro-cracking of the plastic connector body or deformation of the pin retention mechanism. Arcing or burn marks on power contact pins are directly caused by technicians removing the quick disconnect while the battery is still under electrical load—a common maintenance error.
Business jets typically see more frequent start cycles than commercial aircraft, with longer gaps between scheduled inspections. A marginal receptacle can pass a visual check and still fail under the load of an actual engine start. Without bench testing, that failure mode goes undetected until it matters most.

The OEM Replacement Challenge: Lead Times, Cost, and AOG Risk
The typical OEM procurement scenario for a Marathon battery receptacle involves single-source supply with lead times that have become unworkable. Industry data shows average lead times for critical aircraft components have tripled since 2020, surging from 45 days to over 180 days. Raw material shortages, geopolitical volatility, and labor constraints have delayed production and delivery of aerospace parts.
A single AOG event costs operators between $50,000 and $150,000+ per day in lost charter revenue, passenger re-accommodation, and crew displacement. A missing $2,000 receptacle can ground a $100 million aircraft for months.
The labor to remove, replace, and re-certify a battery often dwarfs the part cost itself. When the part isn't available, shops face two bad options:
- Hold the aircraft and absorb the AOG costs
- Source a questionable alternative that creates downstream compliance risk
Neither is acceptable in a Part 145 maintenance environment.
The documentation burden adds another layer of exposure. When OEM replacement parts arrive with unclear traceability, they create compliance risk for repair stations. The FAA governs parts traceability through AC 00-56B and AC 20-154A, requiring that parts be manufactured under 14 CFR Part 21. Acceptable documentation includes FAA Form 8130-3 or PMA markings — without these, the part doesn't belong in a certified aircraft.
What "FAA-PMA Certified Drop-In" Actually Means
The Legal Foundation of PMA
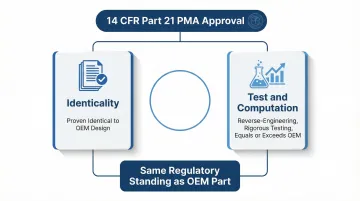
An FAA-PMA (Parts Manufacturer Approval) is a combined design and production approval issued by the FAA for replacement articles under 14 CFR Part 21 Subpart K. It is not a "knockoff" or workaround—it's a legally recognized second-source part with the same regulatory standing as the OEM component.
Under 14 CFR §21.303, a PMA applicant must prove their part meets all airworthiness requirements of the original aircraft through two primary methods:
- Identicality: Proving the part is identical to the OEM design (with or without a licensing agreement)
- Test and Computation: Using rigorous reverse-engineering, analysis, and testing to prove the PMA part equals or exceeds the original
What "Drop-In" Means Operationally
A certified drop-in replacement is dimensionally and electrically identical to the OEM receptacle. It requires no aircraft modification, no STC, and no FAA Form 337. In practice, that means:
- Installs using the same procedures as the original part
- Documented as a standard maintenance record entry under 14 CFR §43.9
- No Form 337 required — Form 337 applies only to major repairs and major alterations
- Logbook entry only, identical to installing an OEM part
Dispelling the PMA Stigma
That straightforward installation process reflects a broader reality: a properly issued FAA-PMA carries the exact same regulatory weight as an OEM part. Some maintenance managers still believe PMA parts require additional airworthiness review or carry elevated risk. They don't. Major airlines including Delta TechOps and Lufthansa Technik have formally integrated PMA parts into their supply chains to combat OEM shortages and price escalation.
Ni-Cad Systems' PMA Portfolio
Ni-Cad Systems holds 30+ FAA-PMA approvals covering aircraft battery components, including drop-in receptacle replacements for Marathon batteries used on business jets. Each approval is held by Stephen Andrues — an FAA Designated Engineering Representative (DER) with 40 years of NiCd battery experience — meaning every PMA package includes DER-signed test reports, stress analysis, and FAA airworthiness sign-off.
The company's Marathon-compatible PMA receptacles are available in both butt-type and stud-type configurations, compatible with the low-impedance battery systems common to business jet platforms including Cessna Citation variants, Hawker series, and Falcon aircraft.
How the Drop-In Receptacle Replacement Works in Practice
The Process Flow
The basic process for installing a PMA receptacle replacement follows standard battery shop procedures:
- Battery removal from aircraft per the Aircraft Maintenance Manual (AMM)
- Incoming inspection and capacity check at the repair station
- Receptacle removal and replacement using the PMA part
- Functional testing per manufacturer specifications
- Return to service documentation under 14 CFR §43.9

A certified drop-in part keeps the process identical to a standard battery shop visit. The only difference: no waiting on OEM parts availability.
Documentation Requirements
The maintenance record entry must include:
- Description of work performed (referencing the PMA part number)
- FAA-approved data used (PMA approval number)
- Traceability documentation from the manufacturer
- Work order reference
- Date, technician name, signature, certificate number, and certificate type
Ni-Cad Systems provides full traceability documentation with each PMA part, satisfying DAR or FAA inspection requirements.
Mandatory Inspection Steps
Any receptacle replacement should include:
- Electrolyte contamination check of the connector cavity
- Cell vent inspection for signs of electrolyte migration
- Post-reassembly capacity test to verify the battery can handle rated load
Per the MarathonNorco CMM, in-service batteries must undergo a measured discharge at the C-rate for 51 minutes, ensuring no cell drops below 1.0 volt. A Dielectric (Hi-Pot) test applying 500 Volts DC must confirm current leakage doesn't exceed 25 µA.
Skipping these steps risks approving a battery for return to service that fails under load — exposing the repair station to liability under 14 CFR §43.
Turnaround Time Advantages
Because PMA drop-in receptacles are stocked components, the repair typically completes in a single shop visit — no waiting on OEM lead times. Ni-Cad Systems supports fast turns through:
- Rental battery inventory to keep aircraft flying while the primary unit is in service
- Same-day turnaround capability for receptacle replacements
- 24/7 AOG support line (+1 510 501 9391) for immediate assistance when aircraft are grounded
The MRO Business Case for Choosing a Certified Alternative
Direct Cost Savings
Industry data confirms PMA parts are typically priced 20% to 50% lower than OEM counterparts. This cost delta multiplied across a fleet or a year of service events creates measurable savings with no impact on airworthiness.
Historically, OEMs have held strong monopolies on replacement parts, allowing aggressive price increases. By introducing competition, PMA manufacturers not only offer immediate discounts but also help moderate the rate of OEM price escalation across the industry.
Operational Continuity
The real ROI isn't just cost—it's availability. A reliable supply chain for replacement parts means MRO shops can plan battery service intervals rather than react to AOG events. This predictability has value in customer retention for corporate flight departments who expect minimal aircraft downtime.
With OEM lead times stretching to 180 days, operators are actively building PMA parts into their procurement strategy to improve availability metrics. PMA manufacturers are highly specialized and agile, maintaining inventory and offering shorter lead times that can mean the difference between a planned maintenance event and a multi-day grounding.
The Ni-Cad Systems Advantage
Ni-Cad Systems combines both the certified part and Part 145 repair capability in one engagement. MRO shops and corporate flight departments can send the battery, receive a serviced unit with a PMA replacement receptacle installed, and have a rental battery in the meantime—all backed by 24/7 AOG support and over 50 years of aviation battery expertise.
The team's credentials back every service event:
- Stephen Andrues holds 30+ FAA-PMAs, serves as FAA Designated Engineering Representative (DER), and is an A&P mechanic and pilot with 40 years of NiCd battery experience
- 70 years of combined engineering and service experience between core team members
- Every job is documented with proper 8130-3 airworthiness tags and logbook entries to support operator and auditor requirements
Frequently Asked Questions
Can you replace the connector (receptacle) on a Marathon battery?
Yes, the receptacle can be replaced as a component-level repair. It must be done using an FAA-approved part (OEM or PMA) and documented properly on the maintenance record under 14 CFR §43.9 to preserve the battery's airworthiness status.
Are all Marathon battery terminal connectors universal?
No, Marathon battery receptacles are not universally interchangeable across all models. The correct replacement must be matched by battery part number and aircraft application. Any PMA replacement must specifically list the applicable Marathon battery P/N in its approval basis.
What causes battery receptacles to fail on business jets?
The three main causes are mechanical wear from repeated mating cycles (causing pin fretting), electrolyte migration causing corrosion of contacts and housing, and thermal stress from high-current start events that can crack the connector body or deform pin retention mechanisms.
What does FAA-PMA approval mean for a battery replacement part?
FAA-PMA means the FAA has approved a manufacturer to produce a specific replacement part meeting the same design and performance requirements as the OEM. The part is legally equivalent to the original for aircraft installation under 14 CFR Part 21.
Does replacing the receptacle void the battery's airworthiness approval?
No, replacing the receptacle with either the OEM part or an FAA-PMA approved drop-in does not void the battery's approval, provided the work is performed by a certificated Part 145 repair station and documented correctly. Using an unapproved part, however, would render the battery unairworthy.
How long does a Marathon battery receptacle replacement take at a repair station?
When a stocked PMA drop-in is on hand, the replacement is typically completed within a single shop visit as part of standard battery service. Turnaround is driven by the facility's workload — not parts availability.


