
Introduction
A corroded, cracked, or failed battery receptacle on a GE aircraft battery represents more than just a maintenance headache for MRO technicians and maintenance managers. It can mean a grounded aircraft, a delayed inspection, or a compliance gap if the wrong replacement part is used. With Aircraft on Ground (AOG) events costing between $10,000 and $150,000 per hour depending on aircraft size and route, and 75% of MROs reporting worsening turnaround times for component maintenance, every hour of delay has a direct cost.
This guide covers:
- What GE battery receptacles are and why they fail
- What FAA-PMA approval means for replacement parts under 14 CFR Part 21
- Inspection criteria that signal immediate replacement
- How to verify PMA applicability for your aircraft
- Why in-stock second-source suppliers can compress AOG resolution from weeks to 24–72 hours
TLDR:
- GE battery receptacles fail due to KOH electrolyte corrosion, thermal stress, and mechanical wear
- FAA-PMA approved receptacles meet identical airworthiness standards as OEM parts per 14 CFR Part 21
- In-stock PMA alternatives eliminate OEM lead-time delays that extend AOG events
- Proper documentation (Form 8130-3, maintenance records) is mandatory for legal installation
- Ni-Cad Systems maintains in-stock PMA-approved GE receptacles with 24/7 AOG support
What Is a GE Battery Receptacle and What Causes It to Fail?
The GE battery receptacle is the electrical connector interface on GE-series aircraft batteries that allows the battery to mate with the aircraft's power system. This connector maintains reliable power connection during aircraft operation and ground servicing, functioning as the link between stored electrical energy and the aircraft's electrical bus.
These receptacles typically feature metal contact pins housed in a thermoplastic or composite body, designed to withstand the harsh environment of aircraft battery bays. The connector must maintain consistent electrical contact pressure across hundreds of mating cycles while exposed to battery gases, vibration, and temperature extremes ranging from -55°C to 70°C per RTCA DO-160 environmental standards.
Receptacles are considered wear components because they're subjected to:
- Repeated mating and unmating cycles during battery service
- Thermal expansion from charging and discharging
- Exposure to potassium hydroxide (KOH) electrolyte gases
- Vibration stress during taxiing, landing, and flight operations
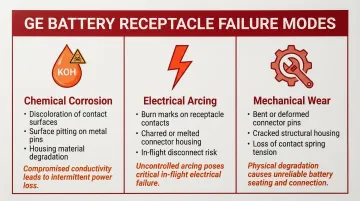
Failure Modes and Damage Patterns
Each failure mode below compromises airworthiness differently — recognizing the pattern early determines whether a receptacle can be cleaned or must be replaced.
Chemical Corrosion from KOH Electrolyte
Nickel-cadmium batteries use a highly caustic potassium hydroxide electrolyte solution. According to FAA AC 43-206, battery compartments are extremely susceptible to corrosive action from spills and fumes. When KOH contacts connector metals, it causes:
- Discoloration and pitting on contact pins
- Loss of contact pressure leading to electrical arcing
- Degradation of the receptacle housing material
Silver-plated contacts tarnish into brown or black films, while cadmium plating exhibits white to brown mottling when corroding.
Electrical Arcing and Burn Damage
Loose connections or worn contacts create resistance, generating localized heating. AC 00-33A warns that improperly tightened connectors cause burn marks and arcing. Disconnecting under electrical load produces severe arcing damage, leaving pitted terminals and charred housing material. This arcing can lead to in-flight electrical disconnects.
Mechanical Deformation and Wear
Over-torqued connectors deform the receptacle housing, while repeated mating cycles wear contact pins. Physical indicators include:
- Excessive free-play in the handwheel or locking mechanism
- Bent or misaligned contact pins
- Cracked housing from impact or over-stress
- Loss of spring tension in contacts
MRO shops frequently miss receptacle damage until a scheduled battery capacity test or overhaul inspection. Incorporating receptacle condition checks into routine battery service protocols catches degradation before it grounds an aircraft. The Marathon Component Maintenance Manual specifies strict mechanical testing using pin gauges; visual inspection alone cannot reliably detect internal loss of contact pressure.
On GE battery types commonly serviced in Part 135 and Part 121 operations, receptacle degradation represents a leading cause of batteries being returned to service centers during NiCd battery overhaul cycles.
Failure Modes and Damage Patterns
Each failure mode below compromises airworthiness differently — recognizing the pattern early determines whether a receptacle can be cleaned or must be replaced.
FAA-PMA Approval: What It Means for GE Receptacle Replacement Parts
FAA-PMA (Parts Manufacturer Approval) is a regulatory authorization from the FAA that allows a manufacturer to produce and sell replacement parts for type-certificated products. Established under 14 CFR Part 21, Subpart K, PMA is a combined design and production approval for modification and replacement articles.
PMA parts must meet the same airworthiness standards as OEM parts and can legally be installed on U.S.-registered certificated aircraft. The FAA treats it as a full second-source approval pathway, held to the same safety standards as the original type certificate holder.
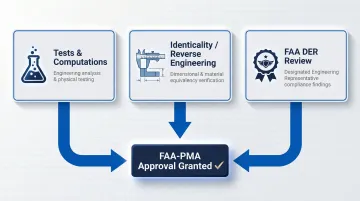
The PMA approval process requires manufacturers to demonstrate to the FAA that the part design and production process meet FAA standards through:
Tests and Computations
According to FAA Advisory Circular 21.303-4, applicants must provide test reports and engineering computations showing the design meets airworthiness requirements. This involves general analysis, comparative analysis, or a combination approach with physical testing to confirm intended function.
Identicality or Reverse Engineering
Manufacturers can demonstrate that their design is identical in every respect (dimensions, tolerances, materials, processes) to an article approved under a type certificate. Reverse engineering entails disassembly, measurement of features, and material/functional analyses of an original article.
FAA DER Review
Designated Engineering Representatives (DERs) make findings of compliance to airworthiness standards within their authorized limitations. DERs don't issue PMAs themselves, but their engineering analysis substantiates the safety and equivalency of the replacement part.
Ni-Cad Systems holds 30+ FAA-PMA approvals for aircraft battery components, with Stephen Andrues serving as FAA Designated Engineering Representative (DER) for the approvals. Stephen brings 40 years of NiCd aircraft battery servicing experience, combined with his credentials as an A&P mechanic and pilot.
PMA vs. OEM Receptacles: What MRO Shops Should Know
A persistent misconception in the MRO industry is that OEM parts are automatically "better" than PMA parts. The FAA requires PMA applicants to demonstrate their part is "at least" equivalent to the type certificate holder's design — same form, fit, and function.
In practice, PMA parts often have advantages over legacy OEM components:
- Meet the same airworthiness standards, verified through FAA-reviewed test and computation data
- Frequently reengineered with updated materials where older OEM parts showed corrosion issues
- Readily available through second-source channels, reducing AOG lead times
- Priced competitively without sacrificing airworthiness compliance
Industry associations MARPA and ARSA have consistently supported PMA as a legitimate, safety-equivalent alternative — not a workaround.
Documentation Requirements
When installing PMA parts, maintenance records must reference:
- The PMA part number and approval basis
- The date of installation and work performed
- The signature, certificate number, and certificate type of the approving mechanic
Technicians should confirm the PMA holder's approval covers the specific battery model and aircraft application by checking the FAA Dynamic Regulatory System (DRS), which maintains publicly searchable listings of PMA articles by holder, part number, approval basis, and applicable make/model.
When PMA Parts Cannot Be Substituted
Despite being legally installable, PMA substitutions are restricted in specific circumstances:
- Airworthiness Directives (ADs): If an existing AD removes an OEM article from service due to an unsafe condition, installing a PMA replacement requires an Alternative Method of Compliance (AMOC) unless the applicant shows the PMA part does not produce the same unsafe condition
- STC or Type Design Limitations: If the OEM holds proprietary installation requirements via an STC, or if the aircraft's maintenance program specifically restricts part substitution, technicians must verify applicability against the battery's maintenance manual and the PMA holder's approved data
Always cross-reference the FAA DRS for active ADs on the legacy GE/OEM part number before authorizing a PMA replacement.
Signs Your GE Battery Receptacle Needs Immediate Replacement
Visual and functional inspection indicators signal when receptacle replacement is required:
Critical Visual Indicators:
- Visible cracking in the receptacle housing or mounting flange
- Discoloration, pitting, or corrosion on contact surfaces
- Evidence of arcing or heat damage around the mating interface
- Loose or misaligned contact pins
- White to brown to black mottling indicating cadmium plating corrosion
- Brown or black tarnish on silver-plated contacts
Functional Indicators:
- Difficulty achieving positive connector lock
- Excessive free-play in the handwheel or locking mechanism
- Failure to maintain pin gauge tension during resiliency testing
- Battery voltage depression during operation
Once these symptoms affect electrical continuity or mechanical integrity, they become airworthiness concerns. FAA AC 00-33A and AC 20-184 require technicians to document physical damage — heat damage, discoloration, pitting, and arcing evidence — as part of the maintenance record.
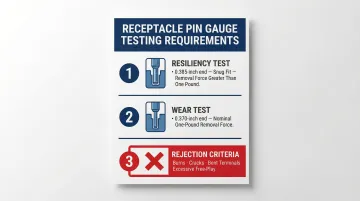
Pin Gauge Testing Requirements
The Marathon Component Maintenance Manual requires mechanical testing alongside visual inspection:
- Resiliency Test: Insert the 0.385-inch diameter end of an inspection gauge into each power contact to a depth of 0.437 inches. The fit must be snug with a removal force greater than one pound to test resiliency to an oversized pin
- Wear Test: Insert the 0.370-inch diameter end of the gauge to ensure proper contact to a worn or undersized contact pin (nominal removal force of one pound)
- Rejection Criteria: Burns, cracks, bent or pitted terminals, and excessive free-play all require immediate replacement — each defect is a direct driver of overheating, arcing, and depressed battery voltage
Scheduled overhaul intervals for NiCd batteries (typically defined in the battery manufacturer's CMM) often include mandatory receptacle inspection. Cross-reference your battery's CMM with GE's service documentation to determine whether the receptacle requires replacement at each overhaul.
When removing a receptacle from service, document the specific failure modes observed and gauge test results — this supports the maintenance record and satisfies airworthiness traceability requirements.
Why In-Stock Availability Is Critical for MRO and AOG Recovery
Aircraft on Ground events carry disproportionate financial penalties. Industry figures estimate AOG costs at $10,000 to $150,000 per hour, depending on aircraft size, route, and demand. A single AOG event lasting one day can cost $50,000 to $150,000, while a 2-3 day grounding escalates to $150,000 to $600,000.
| Cost Factor | Impact Range | Drivers |
|---|---|---|
| Hourly AOG Cost | $10,000–$150,000 | Lost revenue from ticket sales, cargo haul, aircraft type |
| Direct Maintenance | $5,000–$100,000+ | Expedited parts delivery, emergency labor, specialized tooling |
| Passenger Costs | Hundreds per passenger | Rebooking, accommodation, regulatory compensation (EU261) |
The Procurement Problem
OEM battery receptacles often have long lead times due to limited distribution channels and production scheduling. When a GE battery receptacle becomes the bottleneck in a battery overhaul, it can extend turnaround time from days to weeks—creating scheduling cascades in a busy MRO shop.
According to Oliver Wyman's 2025 MRO Survey, 75% of respondents reported worse turnaround time performance for engines and auxiliary power units, with piece part availability cited as the leading cause. To combat longer supply chain lead times, airlines spent an estimated $1.4 billion in "excess" inventory in 2025—an additional $44,000 per narrowbody and $69,000 per widebody in holding costs annually.
The PMA Advantage
A PMA supplier maintaining in-stock inventory offers immediate same-day or next-day shipment capability, cutting AOG resolution from weeks to 24–72 hours. For operators under FAR Part 135 and 121 maintenance requirements, that speed difference is the difference between a minor delay and a scheduling cascade. The Oliver Wyman data reflects this shift: part availability now outpaces cost savings as the primary driver of PMA adoption.
Ni-Cad Systems maintains in-stock PMA-approved GE battery receptacle replacements available for immediate MRO use, with 24/7 AOG support capability at +1 510 501 9391. As a Part 145 FAA-approved repair facility with over 50 years of specialization in aircraft battery systems, the team holds 30+ FAA-PMA approvals and has serviced over 47,000 units—giving operators both the parts and the technical backing to resolve battery-related groundings fast.

How to Source and Order the Right PMA-Approved GE Battery Receptacle
Before ordering, gather the following information:
Required Information:
- GE battery model number and battery part number
- Aircraft type and registration (to confirm applicability)
- Current receptacle part number being replaced (if available)
- Whether any STC or OEM installation kit is also required
The battery Component Maintenance Manual (CMM) is the primary source for this data. The CMM specifies the approved receptacle part number and any special installation requirements.
Verifying PMA Applicability
The PMA holder's approval data sheet or FAA PMA database listing should explicitly confirm the battery model and part number the receptacle is approved for. The FAA Dynamic Regulatory System (DRS) is publicly searchable by PMA holder, article name, part number, approval basis, and applicable make/model.
Request this documentation from the supplier before purchase and installation. FAA Form 8130-3 does not automatically approve a part for installation — a point that catches many buyers off guard. FAA Order 8130.21J explicitly states that Form 8130-3 does not constitute approval to install a product on a particular aircraft—it's an airworthiness and traceability document. The receiver or installer makes the final determination of installation eligibility.
What to Expect from Specialized Suppliers
When ordering from a specialized supplier like Ni-Cad Systems, expect:
- DER-level technical staff available to confirm applicability before you commit to an order
- Same-day processing on in-stock parts, with immediate shipment capability
- FAA Form 8130-3 airworthiness release included with every shipment
- Engineering support to verify installation requirements specific to your aircraft
Contact Information:
- Standard Orders: +1 510 785 9391 (Monday-Friday, 8:00 AM - 6:00 PM)
- AOG Emergency Support: +1 510 501 9391 (24/7)
- Email: Sales@NiCadSystems.com
- Physical Address: 25216 Cypress Ave, Hayward, CA 94544
Ni-Cad Systems has operated as an FAA Part 145 approved facility since 1974, with over 47,000 units serviced across that span. The facility manufactures low-impedance battery receptacles compatible with SAFT, Marathon, G.E., and Varta battery systems.
Frequently Asked Questions
What causes GE battery receptacles to fail on aircraft?
GE battery receptacles fail primarily due to repeated mating cycles, potassium hydroxide electrolyte exposure causing corrosion, vibration fatigue, and thermal stress from charging/discharging. These are wear-related failures expected to be addressed during scheduled battery overhaul.
Are PMA-approved battery receptacles airworthy for use on certificated aircraft?
Yes. FAA-PMA approved parts under 14 CFR Part 21 Subpart K are fully airworthy and legally installable on U.S.-registered type-certificated aircraft, provided the PMA's specific applicability to the battery model and aircraft is verified through the FAA DRS database.
How is a PMA-approved receptacle different from an OEM part?
PMA parts are FAA-approved second-source alternatives that meet equivalent airworthiness standards through rigorous testing and engineering analysis. They typically offer better availability and competitive pricing compared to OEM parts, with no difference in required safety compliance.
What documentation is required when installing a PMA battery receptacle?
Per 14 CFR 43.9, the maintenance record must include the PMA part number, approval reference, installation date, work description, and the approving mechanic's signature and certificate number. Retain the FAA Form 8130-3 airworthiness release from the supplier with the aircraft records.
How quickly can I receive a PMA-approved GE battery receptacle for an AOG situation?
Ni-Cad Systems maintains in-stock inventory for immediate shipment with 24/7 AOG support at +1 510 501 9391. Depending on location and shipping method, receipt within 24–72 hours is typical — often faster than waiting on OEM supply chains.
How do I confirm which receptacle part number is correct for my GE battery?
Refer to the battery's Component Maintenance Manual (CMM) for the approved receptacle part number and specifications. Contact the PMA holder directly at +1 510 785 9391 to confirm applicability before ordering, and verify the PMA approval covers your specific battery model through the FAA DRS database.


